Holding Pressure, Temperature, and Injection Speed Become Key to Solving Sink Marks
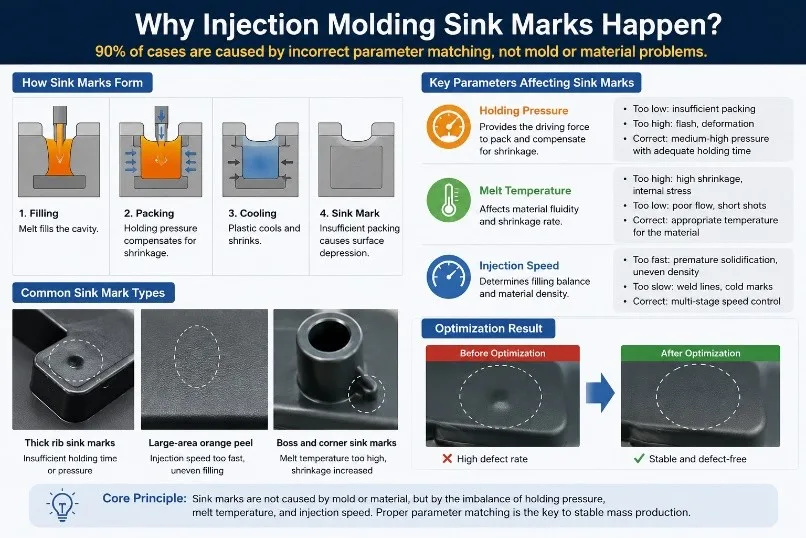
In injection molding mass production, sink marks, depressions, and uneven surfaces are among the most common appearance defects. Many factories immediately blame “high material shrinkage” or “thick wall design,” but according to industry defect statistics, nearly 90% of shrinkage problems are actually caused by improper matching of three key molding parameters: holding pressure, melt temperature, and injection speed.
Based on 2025–2026 production review data, shrinkage defects accounted for 41.2% of all appearance issues, while 87.6% of these problems were solved completely through parameter optimization without changing molds or materials. Many technicians adjust only one parameter at a time, causing unstable production and repeated defects. Professional manufacturers such as Injection Molding Manufacturer usually solve shrinkage problems through coordinated parameter optimization instead of blindly modifying molds.
1. The Real Cause of Injection Molding Shrinkage
Plastic naturally shrinks when cooling from a molten state. Standard PP and ABS materials usually have shrinkage rates of 0.4%–1.2%, while PC and modified ABS shrink around 0.3%–0.7%.
Under stable production conditions, molten material continues receiving packing pressure before cooling is completed, filling internal shrinkage gaps. Visible sink marks appear only when thick sections continue shrinking after packing pressure stops, creating internal negative pressure collapse.
The key to stable compensation is the coordinated control of:
- Injection speed
- Melt temperature
- Holding pressure
2. Real Mass Production Cases
Case 1: Deep Sink Marks Above Thick Ribs
【Insufficient Holding Time】
Product: ABS appliance housing
Wall thickness: 2.8mm
Rib thickness: 3.5mm
Defect:
Deep sink marks appeared above thick ribs, with an 82% defect rate.
Original parameters:
- Injection speed: 60mm/s
- Holding pressure: 50bar
- Holding time: 1.2s
- Melt temperature: 215°C
Root cause:
The surface solidified first while the thick section continued shrinking internally. Because holding pressure ended too early, internal shrinkage could not be compensated.
Optimized parameters:
- Holding pressure increased to 75bar
- Holding time extended to 2.8s
- Melt temperature reduced to 205°C
Result:
Defect rate dropped from 82% to 1.3%.
Case 2: Large-Area Orange Peel Sink Marks
【Injection Speed Too Fast】
Product: PP decorative panel
Wall thickness: 1.8mm
Defect:
Large-area shallow sink marks and orange peel texture appeared across the surface.
Original parameters:
- Injection speed: 95mm/s
- Holding pressure: 60bar
- Melt temperature: 220°C
Root cause:
Excessive injection speed caused uneven internal density. The front melt layer solidified too early while rear filling remained insufficient, leading to overall surface collapse after cooling.
Optimized solution:
- Multi-stage injection speed:
- 70mm/s first stage
- 35mm/s second stage
- Two-stage holding pressure:
- 65bar first stage
- 45bar second stage
Result:
Orange peel shrinkage was completely eliminated.
Case 3: Repeated Sink Marks Around Screw Bosses
【Melt Temperature Too High】
Product: PC + 20% glass fiber component
Defect:
Continuous shrinkage appeared around screw bosses and corners. Increasing holding pressure only caused flash defects.
Root cause:
Melt temperature reached 295°C, increasing material shrinkage from 0.5% to 0.9%, beyond the compensation capability of holding pressure.
Optimized solution:
- Melt temperature reduced to 275°C
- Mold temperature increased by 10°C
- Medium-pressure long holding applied
Result:
Shrinkage disappeared completely without increasing cycle time.
3. Four Common Incorrect Parameter Combinations
1) High Temperature + Fast Injection Speed + Short Holding Pressure
This is the most common cause of deep sink marks.
2) Low Temperature + High Holding Pressure
Low melt temperature reduces material flowability, making packing pressure ineffective.
3) Constant High Injection Speed
Without segmented injection speed control, thick and thin sections fill unevenly, creating uneven cooling shrinkage.
4) Single-Stage Holding Pressure
Insufficient early packing causes shrinkage, while excessive late pressure causes deformation or whitening.
4. Standard Parameter Recommendations
| Material | Melt Temperature | Injection Speed | Holding Strategy | Typical Shrinkage |
| ABS | 200–215°C | 40–70mm/s | Medium-pressure long holding | 0.4%–0.6% |
| PP | 210–225°C | Fast first stage, slow second stage | Multi-stage holding | 1.0%–1.2% |
| PC | 270–285°C | 30–50mm/s | High-pressure slow packing | 0.3%–0.5% |
| PC + GF | 275–290°C | 35–55mm/s | Stable medium-pressure holding | 0.5%–0.7% |
5. Correct Troubleshooting Logic
Step 1: Adjust Temperature First
For minor sink marks, reduce melt temperature by 5–10°C before increasing holding pressure.
Step 2: Optimize Injection Speed
Reduce speed in thick areas while maintaining stable filling in thin sections.
Step 3: Match Holding Pressure Properly
Deep sink marks require higher pressure and longer holding time. Orange peel defects require staged pressure reduction.
Step 4: Standardize Production Parameters
Once optimized, parameters should remain fixed to ensure stable appearance and dimensional consistency during mass production.
6. The Core Principle of Shrinkage Control
Most injection molding sink marks are not caused by mold problems or material defects, but by improper coordination between melt temperature, injection speed, and holding pressure. Adjusting only one parameter may temporarily improve the problem, but cannot permanently solve mass production defects.
A stable injection molding process requires coordinated parameter matching based on wall thickness and material characteristics. Only by optimizing filling density, cooling shrinkage, and packing stability together can manufacturers reduce scrap rates, improve yield, and eliminate shrinkage defects in long-term mass production.